Héichqualitativ DIN353 HSS Maschinngewindebohrer




Fonctiounen
1. Material: DIN352 Maschinngewënn sinn aus Schnellstahl (HSS) hiergestallt, deen fir seng exzellent Häert a Verschleißbeständegkeet bekannt ass. Dëst erméiglecht effizient Schnëtt an eng verlängert Liewensdauer vum Werkzeug.
2. Gewënnprofiler: DIN352 Gewëndgewënn sinn a verschiddene Gewënnprofiler verfügbar, fir verschidden Uwendungen am Gewëndgewënd ze passen. Gemeinsam Gewënnprofiler sinn metresch (M), Whitworth (BSW), Unified (UNC/UNF) a Päifgewënn (BSP/NPT).
3. Gewënngréissten a Steigung: DIN352 Maschinngewindebohrer sinn an enger breeder Palette vu Gewënngréissten a Steigungen verfügbar, fir verschidden Ufuerderungen gerecht ze ginn. Si kënne fir d'Gewënndreiwe vu verschiddene Materialien benotzt ginn a kënne grob a fein Gewënnsteigungen handhaben.
4. Riets- a lénksschnëttlech Schnëtt: DIN352 Gewënnbéi sinn a béide riets- a lénksschnëttlecher Schnëttkonfiguratioune verfügbar. Rietsgewënnbéi gi fir d'Erstelle vu rietse Gewënn benotzt, während lénksgewënnbéi fir d'Erstelle vu lénkse Gewënn benotzt ginn.
5. Konisch, Zwëschen- oder Bottom-Gewënnbohrer: DIN352 Gewënnbohrer sinn an dräi verschiddene Stiler verfügbar - Konisch, Zwëschen- a Bottom-Gewënnbohrer. Konisch Gewënnbohrer hunn eng méi graduell Ufankskonisch a gi meeschtens fir den Ufank vun de Gewënn benotzt. Zwëschen-Gewënnbohrer hunn eng mëttel Konisch a gi fir allgemeng Gewënnungsapplikatioune benotzt. Bottom-Gewënnbohrer hunn eng ganz kleng Konisch oder si riicht a gi benotzt fir no beim Buedem vun engem Lach ze Gewënnen oder fir Gewënn ganz duerch e Blannlach ze schneiden.
6. Faséierung oder Virféierungsdesign: D'Gewindebohrer kënnen eng Faséierung oder Virféierung un der viischter Säit hunn, fir de Start vum Gewindeprozess ze vereinfachen an den Gewindebohrer reibungslos an d'Lach ze féieren. Den ofgeschrägten Design hëlleft och bei der Spanentfernung beim Schnëttprozess.
7. Haltbarkeet: DIN352 HSS Maschinngewënn sinn entwéckelt fir den Ufuerderunge vum kontinuéierleche Gebrauch standzehalen. D'Material an de Fabrikatiounsprozess garantéieren eng gutt Haltbarkeet, sou datt se méifach benotzt kënne ginn, ier se musse ersat ginn.
8. Standardiséierten Design: Den DIN352 Standard garantéiert, datt d'Dimensiounen, Toleranzen a Geometrien vun dëse Maschinngewindebohrer standardiséiert sinn. Dëst erméiglecht d'Austauschbarkeet tëscht Gewindebohrer vu verschiddene Produzenten, wat konsequent a verlässlech Gewënnresultater liwwert.
Detail vun der Handtapping


Fabréck

Spezifikatiounen
| Artikelen | Spezifikatioun | Standard |
| KRÄNNER | Riicht geriffelte Handgewënn | ISO |
| DIN352 | ||
| DIN351 BSW/UNC/UNF | ||
| DIN2181 | ||
| Geriichte geriffelte Maschinngewënn | DIN371/M | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| DIN2181/BSW | ||
| DIN2183/UNC/UNF | ||
| DIN2183/BSW | ||
| Spiral geriffelte Krunnen | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Spiral-Spitzhähnen | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Rollgehahn/Formgehahn | ||
| Päifgewindehahnen | G/NPT/NPS/PT | |
| DIN5157 | ||
| DIN5156 | ||
| DIN353 | ||
| Muttergehähnen | DIN357 | |
| Kombinéiert Buer a Gewënngewinde | ||
| Gewënnträger a Stanzsätz |
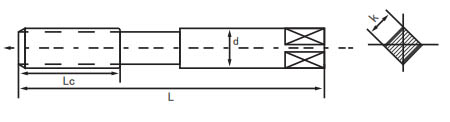
| Gréisst | L | Lc | d | k | ënnescht Lach | |||||
| M2*0,4 | 40,00 | 12.00 Auer | 3.00 | 2,50 | 1,60 | |||||
| M2,5*0,45 | 44,00 | 14.00 Auer | 3.00 | 2,50 | 2.10 | |||||
| M3*0,5 | 46,00 | 11.00 Auer | 4.00 | 3.20 | 2,50 | |||||
| M4*0,7 | 52,00 | 13.00 Auer | 5.00 | 4.00 | 3.30 | |||||
| M5*0,8 | 60,00 | 16.00 Auer | 5,50 | 4,50 | 4.20 | |||||
| M6*1.0 | 62,00 | 19.00 Auer | 6.00 Auer | 4,50 | 5.00 | |||||
| M8*1.25 | 70,00 | 22.00 Auer | 6.20 | 5.00 | 6,80 | |||||
| M10*1.5 | 75,00 | 24.00 Auer | 7.00 Auer | 5,50 | 8,50 | |||||
| M12*1,75 | 82,00 | 29.00 Auer | 8,50 | 6,50 | 10.30 Auer | |||||
-

Sechskant-Spiralbuer mat reduzéiertem Schaft, gefräst, HSS M2, mat Titanbeschichtung
-

kleng Wolframstol Sägeblatt fir Edelstahl ze schneiden
-

M-Typ Wolframkarbidschleifer mat Kegelform a spitzem Enn
-

115 Stéck HSS Nummerbuerer a Buschtawen-Spiralbuerer an enger Metallkëscht
-
Schwaarzoxid geschmiedte HSS-Spiralbuer mat Jobberlängt
-

voll geschliffen HSS Fliger verlängert Längt Spiralbuer mat schwaarzem Oxid c ...